Fosforanowanie manganowe bardzo dobrze zastępuję tradycyjne czernienie czyli oksydację, a przy tym posiada zdecydowanie lepsze właściwości.
Podstawowe zastosowanie powłok fosforanowych:
- ochrona czasowa wyrobów na okres transportu, magazynowania oraz eksploatacji,
- jako warstwa poprawiająca odporność korozyjną,
- jako warstwa podkładowa pod powłoki malarskie, zwiększająca przyczepność powłok lakierowanych,
- jako warstwa ułatwiająca obróbkę plastyczną metali na zimno – przyciąganie, wyciskanie, tłoczenie,
- jako warstwa przeciw cierna, zmniejszająca współczynnik tarcia i zużycia części współpracujących w warunkach tarcia ślizgowego,
- jako warstwa izolująca stosowana do celów elektrotechnicznych.
Szukasz zakładu galwanizacyjnego w celu znalezienia usługi profesjonalnego fosforowania manganowego? Serdecznie zapraszamy do kontaktu:
Kierownik Produkcji – Krzysztof Śliwa: tel. 660 416 072 [email protected]
Powłoka fosforanowa jest odporna na działanie wysokich temperatur.
Od powłoki fosforanowo-manganowej stosowanej jako warstwa przeciwcierna wymagana jest przede wszystkim odpowiednia tekstura i struktura krystaliczna. Spowodowane to jest bardzo małą tolerancją wymiarową obrabianych części, często rzędu kilku czy nawet kilkunastu mikrometrów.
Nasza linia galwaniczna jest przystosowana do dużych serii. Proces fosforanowania manganowego prowadzimy w oparciu o technologię firmy Chemetall (BASF Group). Detale obrabiamy w bębnach lub na zawieszkach.
Maksymalne wymiary detali to 2000x500x600 mm ( długość x szerokość x wysokość). Maksymalna waga wsadu to 200 kg.
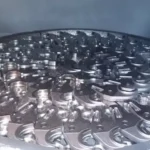
Manganowe fosforowanie jest dobrze znaną i powszechnie stosowaną metodą ochrony przed zużyciem, szczególnie w przemyśle motoryzacyjnym a także w przypadku obróbki blacharskiej. Często stosuje się go na takie elementy jak koła zębate w skrzyni biegów, korony i koła zębate w dyferencjale, wałki rozrządu, zawory i trzpienie zaworów, a także tłoki w większych silnikach Diesla. Jest to technika szeroko wykorzystywana do poprawy właściwości ślizgowych silników, przekładni i systemów transmisji mocy. Fosforan manganowy charakteryzuje się największą twardością oraz doskonałymi właściwościami antykorozyjnymi i odpornością na zużycie w porównaniu do innych powłok fosforanowych. Elementy poddane tej obróbce doskonale nadają się do cięcia wodą oraz cięcia laserowego.
Proces fosforowania manganowego składa się z kilku etapów, które można podsumować następująco: odtłuszczanie i czyszczenie, płukanie wodą, wytrawianie w kwasie mineralnym (jeśli jest to konieczne), kolejne płukanie wodą (tylko po wytrawianiu), aktywacja, fosforowanie manganowe, kolejne płukanie wodą, końcowe suszenie w piecu (opcjonalne) i smarowanie specjalnymi olejami lub emulsjami.
Waga powłoki i rozmiar kryształów powłok fosforanowych manganu są w dużym stopniu zależne od mechanicznego, termicznego i chemicznego przygotowania powierzchni przedmiotu przed fosforowaniem. Na przykład, czyszczenie w alkalicznych środkach czyszczących na bazie wody lub wytrawianie w kwasach daje powłoki o znacznie grubszym ziarnie. Jednak nawet po takich zabiegach, nadal można uzyskać drobnoziarniste powłoki fosforanowe, jeśli przedmioty są przepłukiwane w kąpieli aktywacyjnej przed fosforowaniem.
Obszar powstały po fosforowaniu manganowym jest ciemnoszary, bliski czarnemu, w porównaniu do powłok fosforanowych cynku. Wieloma czynnikami wpływającymi na końcowy kolor powłoki są: rodzaj metalu, kolor powierzchni przed powlekanie, warunki użycia do aktywacji, rodzaj oleju, który ma być używany jako ostatni zabieg. Kolor powierzchni części do obróbki bezpośrednio wpływa na kolor, jaki zostanie uzyskany po powlekanie.